
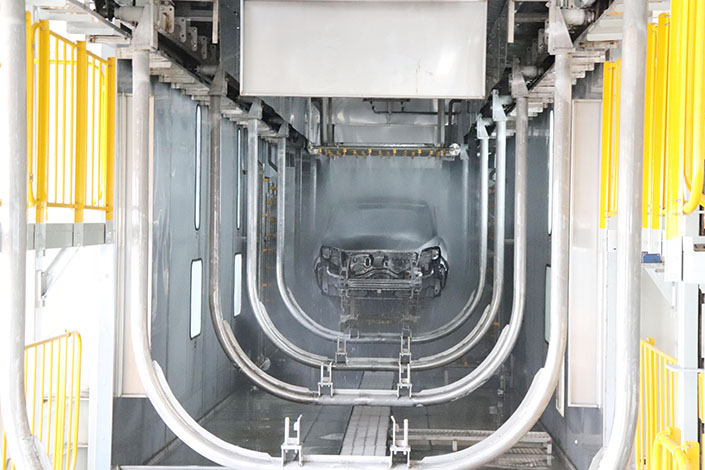
Suihketyyppinen esikäsittelyn tuotantolinja

Pinnoitteen esikäsittely sisältää rasvanpoiston (rasvanpoiston), ruosteenpoiston, fosfatoinnin kolmesta osasta.Fosfatointi on keskeinen linkki, rasvanpoisto ja ruosteenpoisto on valmisteluprosessi ennen fosfatointia, joten tuotantokäytännössä meidän ei tulisi keskittyä pelkästään fosfatointityöhön, vaan myös fosfatoinnin laatuvaatimuksista lähdetään liikkeelle, tehdään hyvää työtä sen lisäksi, että öljyn ja ruosteen poisto, kiinnitä erityisesti huomiota niiden keskinäiseen vaikutukseen.
Rasvanpoisto ruosteesta
Teollisuuden kehittyessä ympäristönsuojelusta ja työolojen parantamisesta on tullut ihmisten yhteinen huolenaihe.Siksi ympäristönsuojelun tarve tulee ottaa huomioon aineita valittaessa.Siksi öljynpoistoaineen valinta vaatii yksinkertaista valmistelua, likaantumiskyky on vahva, ei sisällä natriumhydroksidia, silikaattia, OP-emulgaattoria ja muita komponentteja, joita on vaikea puhdistaa huoneenlämmössä, helppo pestä huoneenlämmössä, ei sisällä myrkyllisiä aineet, eivät tuota haitallisia kaasuja, hyvät työolosuhteet.Ruosteenpoistoaineen valinta edellyttää edistäjien, korroosionestoaineiden ja estäjien sisällyttämistä, voi parantaa ruosteenpoiston nopeutta, estää työkappaleen ylikorroosiota ja vetyhaurastumista, voi paremmin estää happosumua.On erityisen arvokas happosumua estävä, peittausprosessissa esiintyvä happosumu, laitteiden ja laitosten korroosio, ei vain saastuta ympäristöä ja voi aiheuttaa hampaiden reikiintymistä, hampaiden sidekalvon punoitusta, kyyneleitä, kipua, kurkun kuivumista, yskää ja muita oireita. , niin tehokkaasti estämään happosumua, ei vain ympäristönsuojelun tarvetta tai työntekijän terveyden vuoksi.



Vesipesu
Pesu öljynpoiston ja ruosteenpoiston jälkeen, vaikka se kuuluukin apuprosessiin ennen maalausta, vaatii myös riittävästi huomiota.Öljynpoiston ja ruosteenpoiston jälkeen työkappaleen pinta on helppo kiinnittää joihinkin ionittomiin pinta-aktiivisiin aineisiin ja CL-.Jos näitä jäännösaineita ei puhdisteta perusteellisesti, ne voivat aiheuttaa fosfatointikalvon ohenemista, lineaarisia vikoja ja jopa fosfatoitumista.Siksi öljynpoiston ja ruosteenpoiston jälkeisen vesipesun laadun parantamiseksi on suoritettava useita huuhteluja, kaksi huuhtelua, aika 1-2min ja vaihdettava vesi usein, jotta veden pH-arvo on välillä 5-7 .
Fosfatointi
Niin sanottu fosfatointi viittaa metallityökappaleeseen sen jälkeen, kun se sisältää divetyfosfaattihappoliuoskäsittelyn, kemiallisen reaktion ja sen pintaan luodakseen kerroksen stabiilia liukenematonta fosfaattikalvoa, kalvoa kutsutaan fosfatointikalvoksi.Fosfatointikalvon päätarkoituksena on lisätä pinnoitteen tarttuvuutta ja parantaa pinnoitteen korroosionkestävyyttä.On olemassa monia fosfatointimenetelmiä, fosfatoinnin lämpötilan mukaan, ne voidaan jakaa korkean lämpötilan fosfatointiin (90-98 ℃), keskilämpötilaiseen fosfatointiin (60-75 ℃), matalan lämpötilan fosfatointiin (35-55 ℃) ja normaalilämpötilaan. fosfatointi.
Passivointi
Fosfatointikalvon passivointitekniikkaa käytetään laajalti Pohjois-Amerikassa ja Euroopan maissa.Passivointitekniikka perustuu itse fosfatointikalvon ominaisuuksiin.Fosfatointikalvo on ohut, yleensä 1-4G /m2, maksimi on enintään 10g/m2, vapaa huokosalue on suuri ja itse kalvon korroosionkestävyys on rajoitettu.Jotkut jopa kuivausprosessissa nopealla keltaruosteella, fosfatoinnin ja suljetun passivointikäsittelyn jälkeen, voivat fosfatoida kalvon huokosille altistunutta metallin hapettumista tai passivointikerroksen muodostumista, fosfatointikalvo voi täyttää, hapettua, tehdä fosfatointikalvosta vakaan. tunnelmaa.
Fosfatointikalvon kuivaus
Fosfatointikalvon kuivaamisella voi olla kaksi roolia, toisaalta se on valmistautua seuraavaan prosessiin veden poistamiseksi fosfatointikalvon pinnalta, toisaalta sen tarkoituksena on parantaa edelleen kalvon korroosionkestävyyttä. pinnoituksen jälkeen.
Päällystyksen esikäsittelylinjan perustamiseksi prosessisuunnittelu on saatava päätökseen ennen ei-standardilaitteiden suunnittelua, valmistusta ja asennusta.Siksi prosessisuunnittelu on tuotantolinjan perusta, ja oikealla ja järkevällä reitillä on hyvä vaikutus tuotannon toimintaan ja tuotteen laatuun.
Käytetään kaikenlaiseen työkappaleen maalaukseen, muut mallit voidaan räätälöidä.
Liittyvät tuotteet
-

Auton ohjaamon elektroforeesin tuotantolinja
Elektroforeettinen maalaus käsittää yleensä neljä samanaikaista prosessia 1. Elektroforeesi: tasavirran sähkökentän vaikutuksesta positiivisesti ja negatiivisesti varautuneiden kolloidisten hiukkasten negatiiviseen, positiiviseen suuntaan liikkeeseen, joka tunnetaan myös nimellä uinti.2. Elektrolyysi: hapettumisen pelkistysreaktio suoritetaan elektrodilla, mutta hapettumis- ja pelkistysilmiö muodostuu ...
